




კარბიდის ონკანი სწორი ფლეიტის მანქანის ონკანები გამაგრებული ფოლადისთვის DIN371, DIN376
Მოკლე აღწერა:
მყარი კარბიდის ონკანები გამაგრებული მასალებისთვის, მოკლე ჩიპის მასალებისთვის
შექმნილია სპეციალურად მასალებისთვის HRC55-63 სიხისტის დიაპაზონით
ფლეიტის სწორი ონკანი მორგებულია ხვრელების და ბრმა ხვრელების ძაფებზე.
Chamfer ფორმა C ან Chamfer ფორმა B
OPT კარბიდის ონკანი გამაგრებული ფოლადისთვის თავისი სპეციალურად გეომეტრიით, რბილობითა და რელიეფური კუთხით ხდის ძაფის ჭრის სიხისტე ფოლადის ხანგრძლივ გამძლეობას, შეგიძლიათ მიიღოთ გამორჩეული ძაფები, საიმედოობა და გამძლეობა.
- ხელსაწყოს მასალა:კარბიდი VHM
- განაცხადის მასალა:ISO მასალა: H/S/P
- ძაფის ტიპი:M/MF/MJ UN/UNC/UNF/UNS/NPT/NPTF G/BSW/BSP/BSPT
- განაცხადის მანქანა:ჩამოსასხმელი მანქანა, კრამიტის მანქანები, CNC საღარავი მანქანა, CNC დამუშავების ცენტრი
- საფარი:TiCN/ALTiN
- გამაგრილებელი:Თხოვნის საფუძველზე
- აღწერა
ჩამოსხმის და ტილოების მრეწველობას ხშირად უწევს გამაგრებული მასალების დაჭერა, რომლებიც საჭიროებენ სპეციალურ ონკანებს მაღალი სიხისტის ფოლადების დასამუშავებლად.
OPT კარბიდის მანქანის ონკანი და კარბიდის ხელის ონკანის ნაკრები განკუთვნილია გამაგრებული ფოლადისა და უკიდურესად მაღალი სიხისტის ფოლადისთვის 63 HRC-მდე.
ISO სტანდარტი, JIS სტანდარტი, DIN სტანდარტის კარბიდის ონკანი ხელმისაწვდომია და შეიძლება მორგებული იყოს მოკლე დროში.
ჩვეულებრივ გამოიყენება CNC დამუშავებისას, ონკანის ნაკრები ასევე ხელმისაწვდომია მანუელის გამოყენებისთვის.
- ტიპიური აპლიკაცია
ხელსაწყოს მასალა: აცვიათ წინააღმდეგობისა და ზემოქმედების წინააღმდეგობის გათვალისწინებით, გამოიყენება ულტრა თხელი ვოლფრამის კარბიდის მასალები გონივრული სიმტკიცით და გამძლეობით კარბიდის ონკანების გამძლეობის უზრუნველსაყოფად.
გეომეტრია: სიხისტის გასაზრდელად და კიდეების მსხვრევის თავიდან ასაცილებლად, შექმნილია სპეციალური საყრდენი კუთხეები
ჩაქუჩის სიგრძე: მდგრადობისა და ხელსაწყოების ხანგრძლივობის გათვალისწინებით, ჭრილის სიგრძე ჩვეულებრივ 4-5 კბილია.
მანქანა: შესთავაზეთ ჩარხ-ინსტრუმენტების გამოყენება დაბალი ვიბრაციით და გონივრული კვების სიჩქარის არჩევის უნარით სტაბილური შეხების მისაღწევად
ქვედა ხვრელი: გაბურღეთ ქვედა ხვრელი რაც შეიძლება დიდი ძაფის ტოლერანტობის ფარგლებში, რადგან ეს ხელს უწყობს ბრუნვის დატვირთვის შემცირებას და დარტყმა უფრო დიდხანს გაგრძელდება.
შემოწმება და ჩვენება
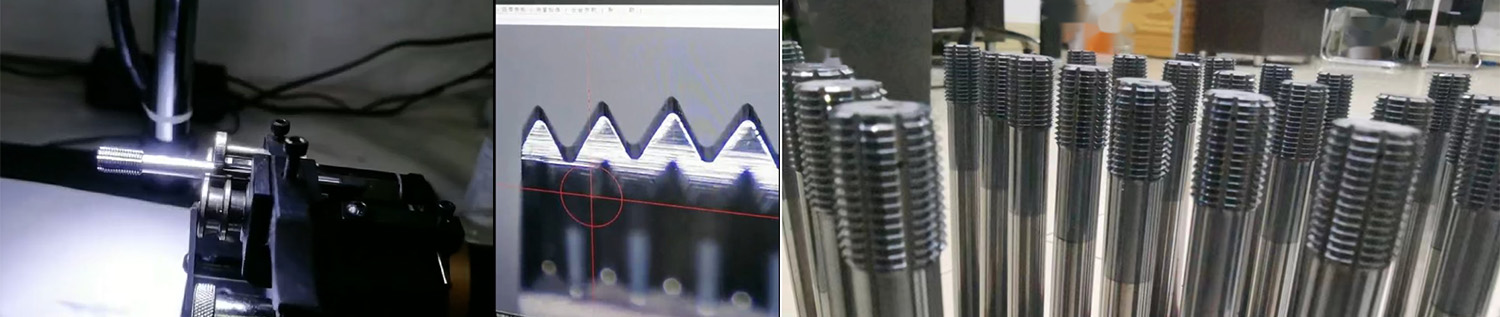
შეკვეთამდე, გთხოვთ დაუკავშირდეთ ჩვენს კლიენტთა წინასწარი გაყიდვების სერვისს:
1. სამუშაო ნაწილის მასალა
2. ხდება თუ არა პროდუქტი ზედაპირული დამუშავების შემდეგ დამუშავების შემდეგ
3. სიზუსტის მოთხოვნები, გასვლის ლიანდაგის ზომა და არაგადამყვანი.





